





离心式空压机主要零部件的检查与修理
随着化学工业的发展,各种大型化工厂,炼油厂的建立,离心式空压机就成为压缩和输送化工生产中各种气体的关键机器,而占有极其重要的地位。随着气体动力学研究的成就使离心空压机的效率不断提高,又由于高压密封,小流量窄叶轮的加工,多油楔轴承等技术关键的研制成功,解决了离心空压机向高压力,宽流量范围发展的一系列问题,使离心式空压机的应用范围大为扩展,以致在很多场合可取代往复压缩机,而大大地扩大了应用范围。工业用高压离心空压机的压力有(150~350)×10^5Pa的,海上油田注气用的离心空压机压力有高达700×10^5Pa的。作为高炉鼓风用的离心式鼓风机的流量有大至7000m3/min,功率大的有52900KW的,转速一般在10000r/min以上。
一、主轴的维修
1、主轴拆卸后,用外径千分尺测量各轴颈(与叶轮、轴承、联轴器等配合处)的尺寸,以计算其圆度和圆柱度偏差,其值应在允许范围内。
离心式空压机主要零部件的检查与修理
主轴
2、当偏差超过允许值较小时,可用车削或磨削方法进行修理;
3、超差较大时,则应检查主轴直线度偏差是否过大。
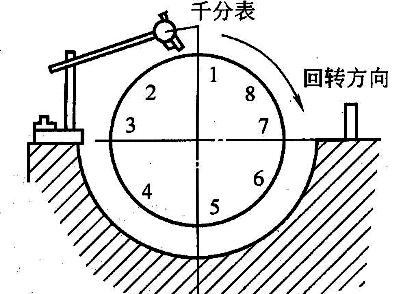
4、将主轴放在机壳内或放置于车床上两顶尖之间,使主轴处于自由状态,用千分表测量主轴轴颈的径向圆跳动量。

离心式空压机主要零部件的检查与修理
主轴
5、将转子分成4-8等分,按转子旋转方向盘动转子,千分表摆动更大值即为径向圆跳动量值。同时用两块千分表在主轴适当位置测量主轴的直线度偏差。
6、其径向圆跳动量值应不大于0.01mm,若偏差超标不大时,可将主轴轴颈在车床上车削;如超标过大,则应检测直线度偏差并用矫正方法矫直主轴。
7、检查轴颈表面有无划痕、沟槽、擦伤、磨点等缺陷,必要时进行探伤检查。
8、较小的缺陷可用手工刮研并抛光处理;较大的缺陷可用堆焊、电镀、喷涂等方法修理后,再磨削抛光。
9、探伤检查发现裂纹或出现严重缺陷时,一般不予修理,而用备品配件更换。
二、叶轮的检修
1、用游标卡尺检测叶轮进口端与吸气室间的径向间隙,用长塞尺检测叶轮轮盘、轮盖与隔板的轴向间隙。
2、当间隙超过允许值时,可车削叶轮或通过调整轴承间隙来进行调节。
3、将叶轮与主轴组装在一起,放置于机床两顶尖之间,用千分表测量叶轮出口外圆处的径向跳动量,其测量方法和偏差超过允许范围时的处理方法可参见主轴检修内容。
4、同时还应测量叶轮的端面跳动量,其值应在允许范围内。
5、如端面跳动量值超过允许范围值,超标较小时,一般不进行修理;
6、数值较大时,可利用修刮叶轮内孔或加垫片的方法调整叶轮与主轴的装配关系;
7、超标过大时,则可将叶轮端面在车床上进行少量的车削。
8、用着色法或磁粉探伤法检查叶轮表面缺陷,应无裂纹、损伤、冲蚀或磨损等痕迹,检查其表面粗糙度应符合技术要求。
9、叶轮出现裂纹可用补焊法进行修理或更换新叶轮;磨损、冲蚀等缺陷可用堆焊、补焊法修理。
10、检查叶片应无卷边、冲击、开焊等缺陷,叶轮铆钉不得有收缩、松动或脱落等现象,否则应更换叶片、铆钉并进行重新铆接。
11、检查叶轮流道有无冲蚀、锈垢及沉积物等,并及时进行清理。
12、检修后的叶轮应进行动平衡、静平衡试验。
三、平衡盘和推力盘的检修
1、用千分表测量平衡盘和推力盘外圆的径向跳动量及端面跳动量,其值应在允许范围内。
2、当跳动量数值超过允许数值时,可参照主轴或叶轮跳动量超标时的修理方法进行修理或更换。
3、测量平衡盘、推力盘的端面平面度偏差,其值不得大于0.02mm;其表面粗糙度值Ra≤0.32μm。
4、检查端面有无拉毛、腐蚀、偏磨损等缺陷。
5、若缺陷较小,可用刮研、车削等方法进行修理;
6、缺陷较大可采用堆焊、喷涂法修理;
7、缺陷严重较难修复时则应更换。
8、检查平衡盘、推力盘与轴的接合处是否存在过盈配合失效、拉伤或腐蚀等现象。
9、对套装平衡盘或推力盘可根据缺陷情况进行更换,并相应地将轴上的配合部位进行刮研、磨削修复,以保持要求的过盈量;
10、与转子一起整锻的,可采取在磨床上适当磨光或手工研磨,消除缺陷。
- 上一篇:浅谈:德耐尔离心压缩机的发展趋势
- 下一篇:高速离心空压机叶轮番场剖析及功用研讨
此文关键字: 离心空压机,离心压缩机,



